
Anything found out of tolerance is presented to the customer for repair or replacement options.
Luminite’s internal engineering staff is well-equipped to provide a solution to any out-of-tolerance condition.
The bases are then carefully cleaned and prepared to begin the upcoming process.
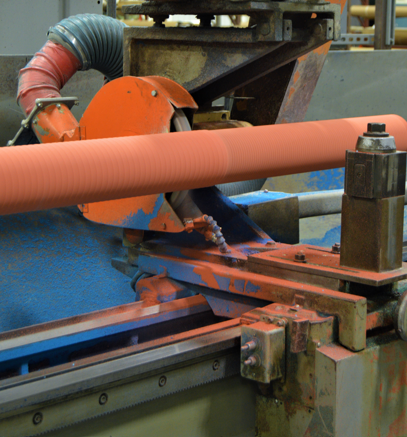
The elastomer is applied to the unit using specialized elastomer strip-building equipment. Rubber strips are fed into a machine where the rubber is heated and extruded through multiple strainer screens to ensure no contaminants are in the final product.

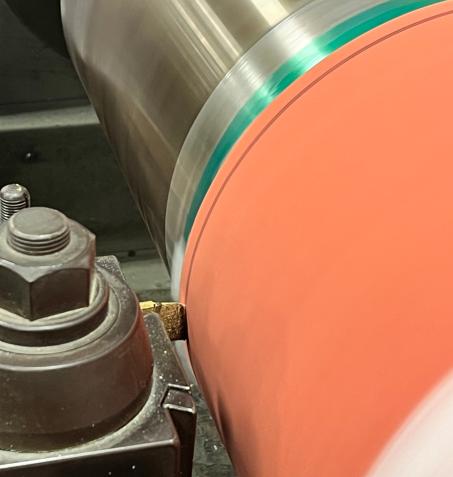
The wrapped image carrier is placed in the dry-heat autoclave for curing. During this process, all seams are removed from the surface of the sleeve. At Luminite, we opt for dry heat to protect moisture from degrading the cylinders. Most rubbers are cured for 24 hours before the next steps can begin.
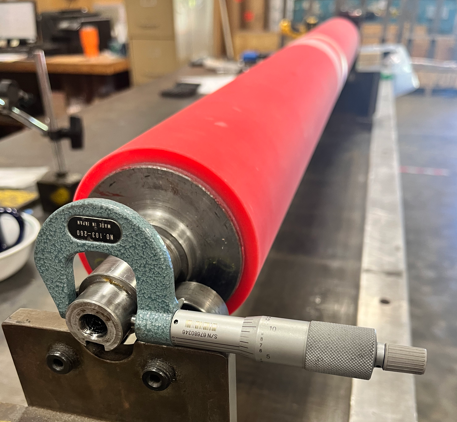
The hardness of the rubber is initially verified to be in the specification at this point in the process.
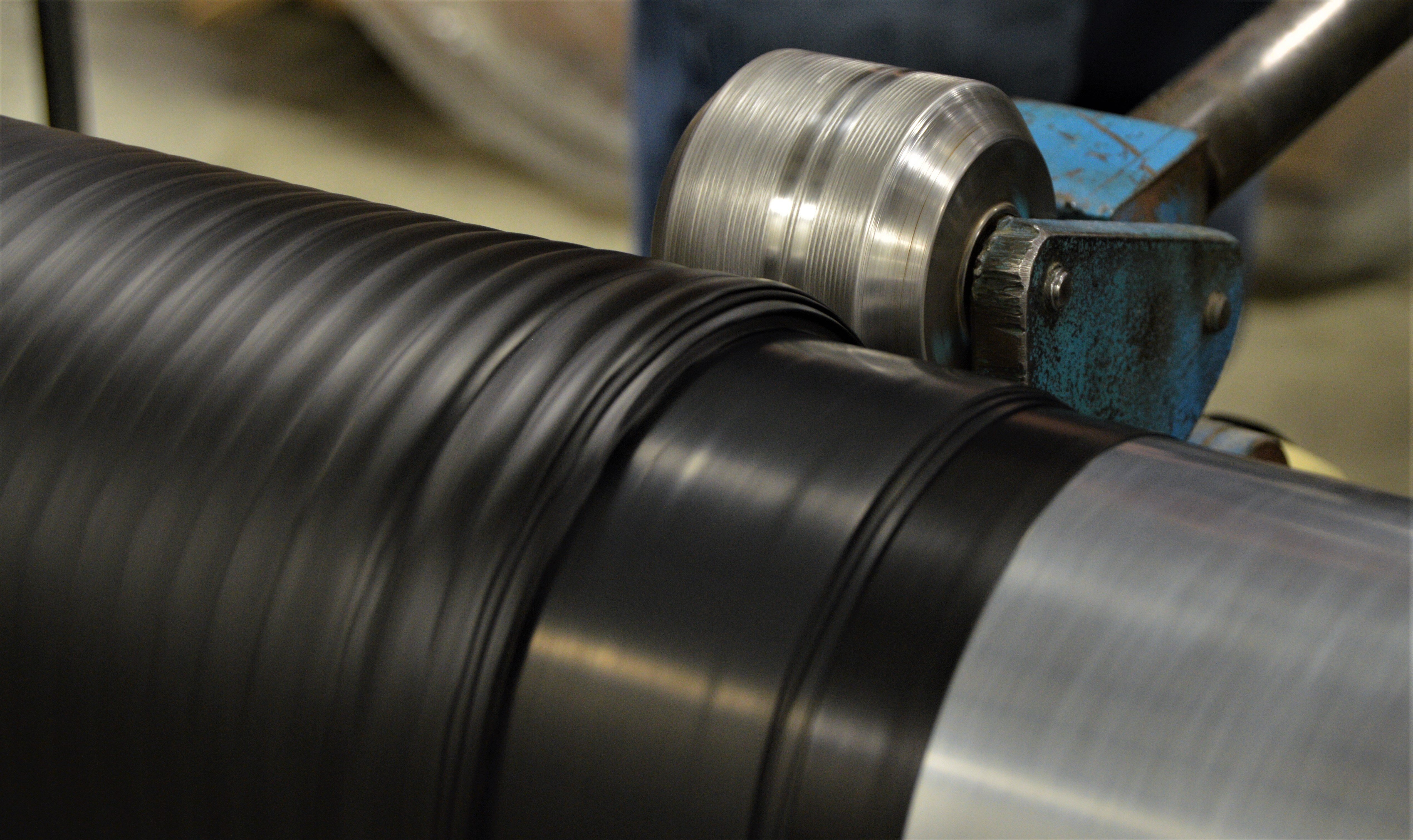
The goal of this step is to remove any excess rubber from the image carrier. Additionally, the product is staged for finish grinding.
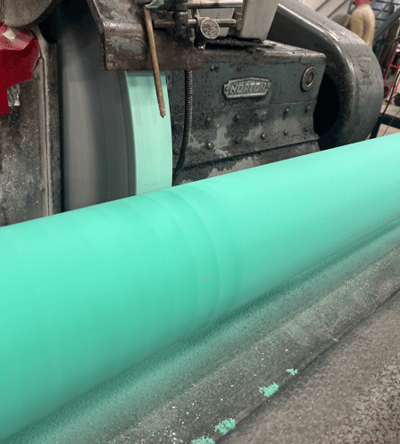
This helps to keep the most concentric rubber surface to impression roller contact possible.
QC department monitors RA recording off the polisher on all jobs to ensure the rubber surface finishes are consistent time after time.

This gives Luminite the full spectrum of ITR engraving possibilities.
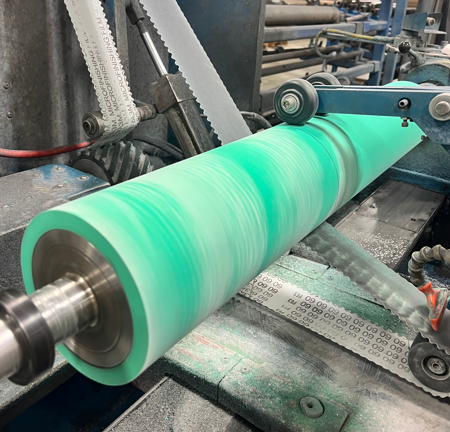
This step verifies the concentricity of the ground surface, that the roller is free of any low spots or surface defects, all engraved elements are printed and provide sharp transfer.

We do a final clean-up of the roller. This removes any rubber not used for printing and may be left on the roller after engraving.

Design, width, depth, and other flexographic printing defects are all checked for during this phase.

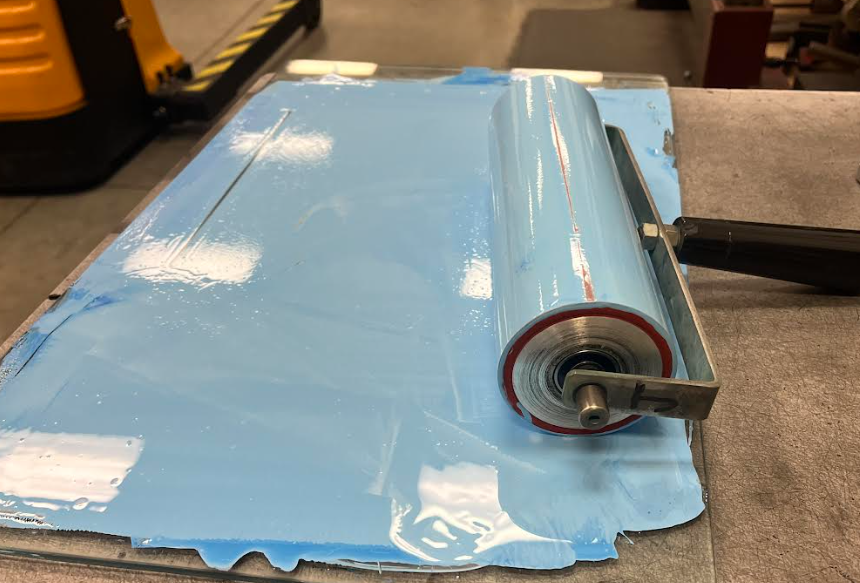
We use a variety of:
- Protective wraps
- End shock protection
- Corrugated tubes
- Boxes
- Wooden & steel crates
Our staff at Luminite recognize the many standards the printing industry has to meet. We find this requires regular monitoring to make note of adjustments. Likewise, efforts must change to keep up with the standards as they are presented.